
Bobine de solénoïde à deux voies à deux voies FN20551

Détails
Industries applicables:Magasins de matériaux de construction, ateliers de réparation de machines, usine de fabrication, fermes, vente au détail, travaux de construction, entreprise de publicité
Nom du produit:Bobine de solénoïde
Tension normale:AC220V AC110V DC24V DC12V
Puissance normale (AC):28va
Puissance normale (DC):30W 38W
Classe d'isolation:F, H
Type de connexion:Type de plomb
Autre tension spéciale:Personnalisable
Autre puissance spéciale:Personnalisable
N ° de produit:SB558
Type de produit:20551
Capacité d'offre
Unités de vente: Article unique
Taille du package unique: 7x4x5 cm
Poids brut unique: 0,300 kg
Introduction du produit
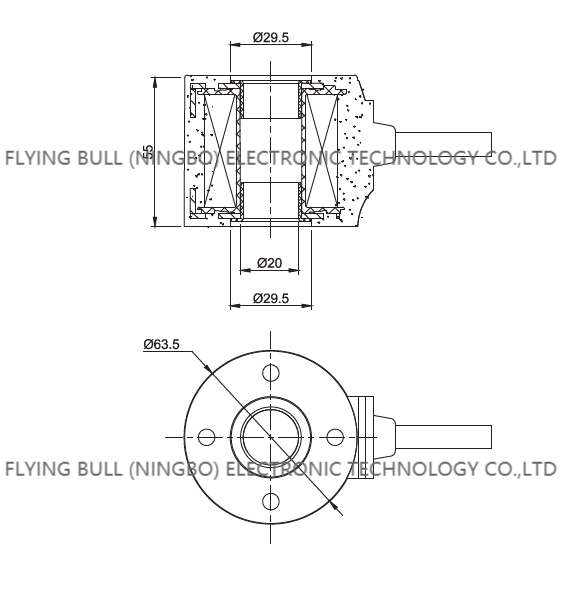
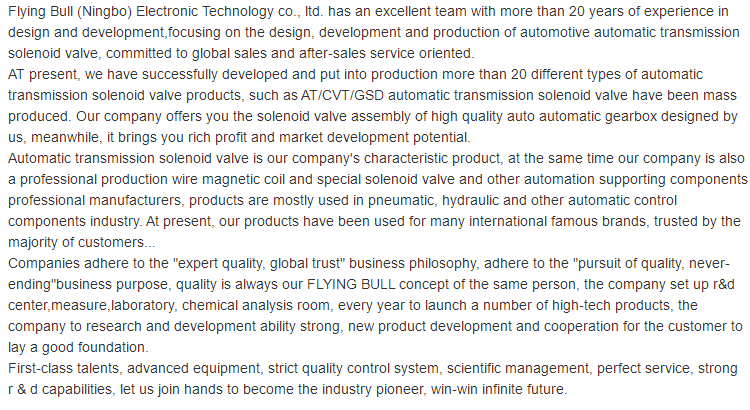
Principe et méthode de fabrication de bobine d'électrovanne
1. En créant une bobine électromagnétique autour du fil, enroulant la bobine électromagnétique en une forme en spirale le transformera en un champ magnétique amélioré, qui est de rendre l'intensité du champ magnétique plus grand dans un espace plus petit. Envelopper un fil de peinture isolante sur la surface externe de la bobine électromagnétique peut économiser de l'espace, et la fonction de moulage de l'alliage léger est effectivement améliorée par la moulure électromagnétique. La structure de la bobine est l'un des facteurs clés de la qualité de moulage gauche et droit. La distribution de la force électromagnétique est déterminée en fonction de la partie déformée de la pièce, et la bobine électromagnétique correspondante est conçue en conséquence.
2. Déterminez la direction du champ magnétique de la bobine électromagnétique selon la "règle spirale droite", également connue sous le nom de "règle d'ampère". Tenez le solénoïde électrifié avec la main droite, afin que les quatre doigts soient tordus dans la même direction que la direction actuelle. L'extrémité pointée par le pouce est le pôle N du solénoïde électrifié, et la main droite tient le conducteur droit électrifié, de sorte que le pouce pointe vers la direction actuelle. Ensuite, la direction pointée par les quatre doigts est la direction où la ligne d'induction magnétique est enroulée et les contraires s'attirent. Chaque bobine du solénoïde énergisé produira le magnétisme, et tout le magnétisme qu'ils produiront seront superposés pour former la forme d'un champ magnétique. Par conséquent, on peut voir que la forme de la force magnétique générée par le solénoïde énergique et un aimant est similaire, et le champ magnétique à l'intérieur du solénoïde et le champ magnétique externe se combinent pour former une ligne de champ magnétique fermée.
3. Il existe de nombreuses méthodes d'enroulement pour les bobines électromagnétiques, qui peuvent être divisées en bobine plate, bobine droite circulaire et méthode d'enroulement en forme de U selon les formes de différents radiateurs. Lors de l'enroulement, ils peuvent être étroitement les uns à côté des autres jusqu'à ce que l'enroulement soit terminé. Cette méthode d'enroulement dense est sélectionnée lorsque la longueur du baril est limitée, et elle n'est généralement pas sélectionnée lorsque le baril est suffisamment long, car les mains chauffantes de cette méthode d'enroulement sont rassemblées en contraste (les mains chauffantes sont rassemblées au centre de la bobine de la plaie) Par conséquent, dans le cas d'une certaine longueur du baril, afin de choisir une autre méthode à la main, telle que le baril, Xiaobian suggère généralement la méthode d'éolien, comme le baril, le baril, Xiaobian suggère généralement la cochonage, comme le vent, comme le baril, le baril, Xiaobian suggèrent généralement la cochonage, comme le bûl, le baril, Xiaobian suggèrent généralement la cochonage, comme le rond, comme le bûl, le baril, Xiaobian suggèrent généralement le colotion, comme le rond, comme le baril, Xiaobian. par tour pendant quatre ou cinq fois ou cinq ou six fois, puis bloquez six ou sept centimètres, puis le serpentant en plusieurs sections.
4. Étant donné que la bobine d'induction électromagnétique doit résister à une température élevée, il est nécessaire d'utiliser des données résistantes à la température pour les enrouler. Afin de s'habituer au fonctionnement normal de l'électromaigrette à haute température, il est nécessaire de choisir la ferrite de haute qualité pour le chauffage à double couche, et l'effet de conversion de chaleur sera considérablement amélioré à plus de 99%.
Image du produit
Détails de l'entreprise






Avantage de l'entreprise
Transport

FAQ
Produits connexes








